
Tratamiento de aguas para una caldera
Cuando se requiere un proceso de calentamiento en una industria, con frecuencia la opción elegida es mediante una caldera. Los hay en 2 tipos principales: Baja y media presión (Pirotubulares) y alta presión (Acuotubulares).

Estos equipos industriales que datan desde la invención de la máquina de vapor por el ingeniero inglés James Watt son fundamentalmente un tanque cerrado con un espacio para agua y otro para captar el calor proveniente de un combustible. Los combustibles usados merecen un artículo por separado para hablar de ellos más en esta ocasión nos compete comprender el comportamiento del agua en estos equipos.
Todas las sustancias que existen en forma líquida y gaseosa en la vida cotidiana presentan un comportamiento modelable respecto de su volumen, temperatura y presiones, las cuales al graficarse presentan una forma similar al diagrama de la figura 2.

Las calderas aprovechan un principio fundamental de las termodinámica: “una sustancia permanece en una fase equilibrio líquido/vapor a presión y temperatura constante hasta no cambiar totalmente de fase”
Este principio termodinámico significa que una caldera configurada para trabajar a una presión constante, producirá un vapor a esa misma presión y a una única temperatura fija. Esto es aprovechado para obtener un fluido de transferencia de calor (el vapor) a una temperatura constante en procesos donde ello es crítico como: coción industrial de alimentos, síntesis de productos químicos, procesos de teñido en industria textil, refinado de petróleo y aceites y otros procesos.
Sin embargo, el agua al poseer una naturaleza fuertemente polar, en su estado más puro actúa como un poderoso disolvente u oxidante de metales, compuestos químicos, sales minerales, aleaciones, etc.
Sumado a ello, cuando se tiene agua de cualquier fuente, esta tiene presente minerales como el carbonato de calcio. Esta sal del ácido carbónico (no aislable ni observable apreciablemente en la naturaleza), en presencia de calor, forma un precipitado de color blanco conocido comunmente como “incrustación” o “escalado”. La formación de este precipitado entorpece la conducción del calor desde la cámara de fuegos de una caldera a la sección del agua, provocando paulatinamente que la caldera consuma cada vez más combustible para producir la misma cantidad de vapor. Por ello el tratamiento químico de una caldera va en pro de eliminar ambas características del agua para uso industrial: corrosión e incrustaciónes



Control de la Corrosión
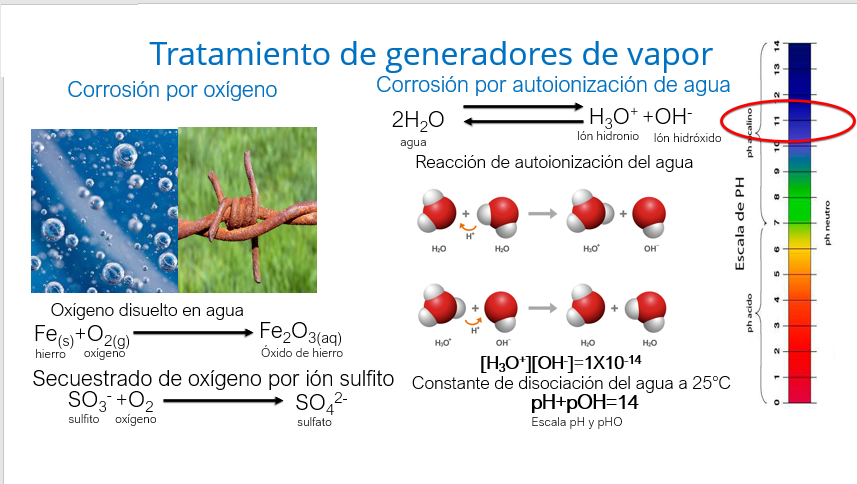
El agua posee un fenómeno llamado “autoionización”, la cual constantemente se descompone y recombina en una cantidad muy pequeña en iones hidronio de carácter ácido (H3O+) e hidróxidos de carácter alcalino (OH-) (ácido y base respectivamente, las dos caras de la misma moneda, el agua). La existencia de los iones hidronio de carácter ácido produce una captura de electrones sobre el metal de las paredes de la caldera en contacto con agua.
Sumado a la corrosión por el carácter ácido del agua sin tratamiento, existe un fenómeno adicional. El agua siempre contiene aire disuelto en si misma. Este aire contiene fundamentalmente nitrógeno (inocuo) y oxígeno, el cual también provoca un fuerte fenómeno de corrosión en una caldera de no tratarse.
La solución más eficiente es aditivar el agua con un alcalinizante fuerte basado en hidróxidos, de tal forma que el pH del agua dentro de la caldera deberá estar entre los valores de 10.5 y 11.5. Valores mayores hacen incurrir en corrosión alcalina del metal y valores más bajos activan la corrosión de la autoionización del agua. Nuestra solución recomendada es el Thermopro B Alk, alcalinizante para tratamiento de aguas. Ver sección “Thermopro (Tratamiento de aguas)” de esta página web.
Respecto del oxígeno disuelto, este es fácilmente inhibido por un agente secuestrante de oxígeno como los sulfitos. Este aditivo debe agregarse en el tanque de alimentación de la caldera para ejerza su acción antes de entrar a la caldera y el oxígeno disuelto ya se encuentre aislado. Nuestro producto estrella para esta aplicación es el Thermopro B OXS.
CONTROL DE DUREZA E INCRUSTACIONES
La dureza es el contenido de la sustancia Carbonato de Calcio en una muestra de agua, este mineral en presencia de calor se deposita sobre la superficie de intercambio y entorpece la transferencia del mismo pero puede inhibirse principalmente por dos métodos, intercambio iónico y complejación con agentes quelatantes.
El intercambio iónico es lo que se conoce como “suavizador” pero hay mucho aquí que considerar. El suavizador es un tanque cerrado, compuesto con un lecho o sustrato de un polímero especial llamado RESINA CATIÓNICA, que es capaz de atrapar mediante fuerza iónica (de ahí su nombre) a todos los iones positivos (cationes) que entren a este lecho o sustrato y que posean una fuerza mayor para enlazarse a él, que los iones con que se encuentre este inicialmente saturado o "regenerado".

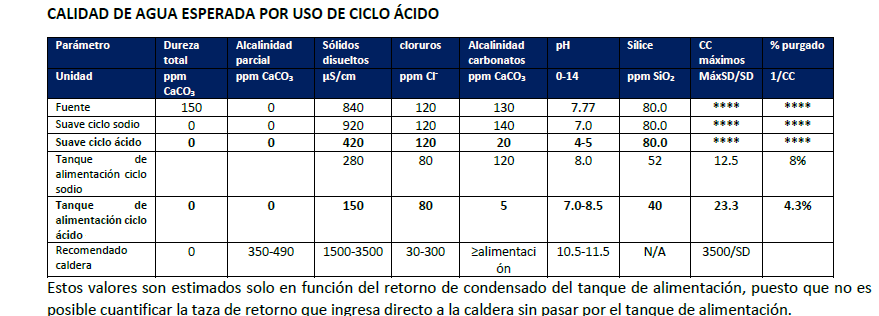
El regenerante más frecuentemente usado es la sal (cloruro de sodio), de la cual, en la regeneración de la resina únicamente participa el ión sodio (el cloruro es desechado durante el enjuague de la regeneración). Sin embargo, por experiencia observada por Química Real, cuando un agua posee un contenido de dureza mayor a 100ppm y se “ablanda” usando un suavizador regenerado con sal, la conductividad del agua aumenta entre un 5 a 15% (dependiendo de los demás sustancias presentes en el agua). Esto es particularmente no deseable puesto que entre mayor conductividad posea el agua para generar vapor, se deberá desechar más agua en forma de purga (ver más adelante) con la consecuente pérdida de agua y combustible.
Una solución muy eficiente cuando la dureza en el agua es elevada para ablandarla sin incrementar excesivamente los sólidos disueltos es sustituir el regenerante de sal por un regenerante ácido como nuestro Leibnitz H+. Este proceso llamado “descarbonatación, ciclo ácido o ciclo de hidrógeno”, provoca que el intercambio de la dureza sea no por iones sodio sino iones hidronio (H3O) de carácter ácido en cual no aporta conductividad neta. Se estará preguntando: ¿Qué no el ácido es corrosivo para una caldera?. Efectivamente así lo es, pero recuerde que el contenido de carbonatos es consistente (existe en partes iguales) con los iones carbonato, los cuales inmediatamente absorven el ión ácido formándose ácido carbónico, y ante el calor del tanque de alimentación o el calor dentro de la caldera, se descomponen en gas Dióxido de Carbono (CO2) y agua, quedando definitivamente desintegrado. LA CALIDAD DE AGUA OBTENIDA POR UN SUAVIZADOR REGENERADO CON ÁCIDO ES MUCHO MEJOR PARA UNA CALDERA QUE LA DE UNO REGENERADO CON SAL.

CONTROL DE LA DUREZA, CONTINUACIÓN
Por otra parte, la dureza puede precipitare con compuestos como los polifosfatos (tecnología aunque económica no es usada por Química Real porque genera lodos que demandan más purgado constante y el consecuente gasto de agua y combustible). Los fosfonatos, especies químicas las cuales NO aportan a la conductividad, inhiben por completo al ión calcio e impiden la formación de precipitados. Por otra parte, cuando una incrustación YA se encuentra presente, el usar dósis ligeramente altas de fosfonatos provoca la reversión de la incrustación y el desprendimiento de esta de las paredes de la caldera en forma de obleas comunmente de obleas. Nuestro producto estrella Thermopro B Plus, posee además de ello, diversos aditivos para extraer la incrustación presente en forma de sedimentos fluidos sin ocasionar taponamientos ni obstrucciones, y los que son removidos naturalmente por la purga.
NOTA: Considere que en una caldera ya incrustada, este efecto puede revertirse con Thermopro B Plus, pero mientras el proceso dura se deberá: aumentar la dósis de producto y el purgado para evacuar la incrustación desprendida. Tenga en cuenta también que con frecuencia la incrustación al desprenderse acarrea una pequeña capa de metal (donde yacía adherida), y esta pérdida de superficie es irreversible, por tal razón siempre debe ponerse cuidado al control de la incrustación.


EL TRATAMIENTO DEL RETORNO DE CONDENSADOS
Cuando el proceso industrial requiere consumir todo el vapor (uso de vapor vivo) sin retornar nada a la caldera, como en calentamientos directos, algunos procesos lácteos, o síntesis química de hidricarburo donde el reactivo directo es vapor de agua, el tratamiento de agua llega hasta el numeral anterior del control de la dureza.
Sin embargo, lo más abundante es que el vapor se use solo para transferir calor o energía de un punto de la fábrica a otro donde será requerido, y luego de ello al perder energía “condensa” o vuelve a su estado líquido. Este condensado es la mejor agua que puede usarse para la caldera, puesto que por el proceso de evaporación ha sido altamente purificada, posee un muy bajo o casi nulo contenido de sólidos disueltos y ya se encuentra caliente, hecho que permite un ahorro importante de combustible, más esta agua al ser de alta pureza, vuelve a exhibir el fenómeno de autoionización descrito al principio del artículo, y atacará inmediatamente a las líneas (tuberías) de distribución de vapor. Para evitar este fenómeno, el agua de la caldera se aditiva con una sustancia que debe tener tres propiedades principales: #1 Se debe evaporar como el vapor, #2 no debe abonar nada o casi nada de conductividad a la caldera y #3 Debe generar “alcalinidad” en el agua en el momento de condensarse (debe incrementar el pH del vapor condensado).
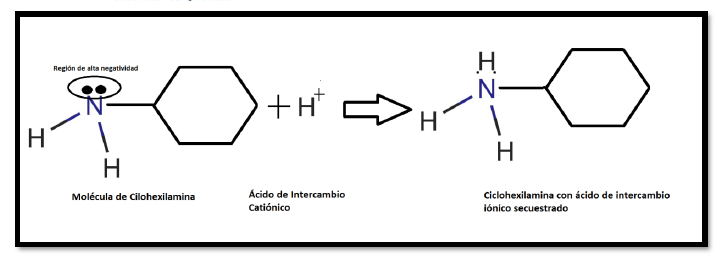
Una sustancia con las tres propiedades es compleja, pero existe, es el amoníaco (NH3). El amoníaco que es originalmente un gas, es altamente soluble en agua, y al entrar en contacto con ella, sufre una reacción que lo vuelve un ión llamado amonio (NH4+) y genera aparición de iones hidróxido (OH-) los cuales inhiben la autoioización del agua. Pero sucede que el ión amonio es tán volátil que requiere ser aditivado a la caldera en grandes cantidades y tener sistemas completamente cerrados para actuar adecuadamente. La solución a ello es modificar la molécula de ión amonio sustituyendp uno o dos de sus átomos de hidrógeno con moléculas de más peso molecular que este, para lograr un rendimiento mayor, mejor alcalinidad en vapor condensado, y dósis más bajas. Nuestro producto recomendado es por supuesto nuestro Thermopro A ML (para tramos de distribución de vapor medianas y largas) y Thermopro A SM (para tramos cortos o medianos). Este producto de alta tecnología permite la conservación de las tuberías de vapor, mejor aprovechamiento de condensado y consumo de productos mínimo.


Tanque de alimentación de una caldera con un mal tratamiento de retorno de condensados. Caso de 2019 en El Salvador, con una oportuna intervención el problema pudo superarse.
UN ÚLTIMO PUNTO: LOS SÓLIDOS DISUELTOS Y LA PURGA
Hemos citado anteriormente que es de gran interés que el agua para una caldera posea el menor contenido de sólidos disueltos o conductividad posible. Esto es debido a que cuando el agua dentro de la caldera se transforma en vapor y sale de ella, todos los minerales que contenía quedan retenidos y esta concentración aumenta y aumenta a según la producción de vapor de la caldera. Si los sólidos disueltos NO son mantenidos bajo control, la caldera acabará produciendo “vapor sucio”, o vapor contaminado con agua de la caldera, fenómeno conocido como ‘'espumeo” o “arrastre”. Similar a como hierve la leche (por su alto contenido de minerales, proteínas fosfato de calcio y más sólidos disueltos), subiendo como espuma y no evaporándose limpiamente como el agua. Cuando el agua de la caldera alcanza una conductividad eléctrica arriba de los 7000 microSiemens/cm, la evaporación no se obtiene limpia, sino contaminada con agua de la caldera, lo que provoca daños en las líneas de distribución de vapor, las cuale están hechas para transportar vapor de agua y no agua líquida. El vapor a presión se mueve a alta velocidad, y cuando este contiene gotas de agua de la caldera, estas al viajar también a alta velocidad impactan codos, uniones, trampas de vapor con la energía de una bala, provocando picaduras, roturas y fugas de vapor.
Al superarse conductividades tan altas como 10 000 MicroSiemens/cm de conductividad de agua en la caldera, se aprecian fenómenos de “vómito”, expulsión súbita de grandes cantidades de agua de la caldera, que son capaces de obstruir totalmente lás lineas de distribución de vapor y detener todos los procesos.
Al superarse conductividades tan altas como 15 000 MicroSiemens/cm, el agua en la caldera es altamente corrosiva para la misma, y se pueden formar precipitaciones de minerales que pueden taponar totalmente las válvulas de salida y purgado, debiendose apagar la caldera y abrir para limpiarla con el consucuente paro de planta. NOTA: UNA CONDICIÓN COMO LA ANTERIOR, SUMADA A FALLOS EN LAS VÁLVULAS DE ALIVIO DE PRESIÓN, SENSORES, MCDONELLS Y OTROS CONTROLES AUTOMÁTICOS, PUEDE GENERAR CONDICIONES PARA UNA EXPLOSIÓN DE LA CALDERA EN CASOS EXTREMOS PERO NO IMPOSIBLES.

Por supuesto este fenómeno tiene un control: EL PURGADO. Este es una expulsión cada cierto tiempo de parte de agua de la caldera para mantener los sólidos disueltos bajo un valor aceptable y seguro para la conservación de la caldera el cual es reemplazado inmeditamente por el control de nivel de la caldera por agua fresca del tanque de alimentación. Si el purgado es excesivo, se incurre en desperdicio de agua y combustible, y si el purgado es insuficiente, se pone en riesgo de sólidos disueltos elevador anteriormente expuestos. Cuando una caldera produce una cantidad estable de vapor, el purgado es también una cantidad estable, sin embargo, esto rara vez es posible, muchas veces la caldera sufre demandas súbitas de vapor, picos de producción, calidades de agua no homogeneas etc, lo que vuelve difícil determinar una cantidad óptima de purgado. Para superar la complejidad de todas estas variables nace Telémaco LR. Este módulo de control, posee un analizador de sólidos disueltos conectado al toma muestra de la caldera, realizando un análisis de conductividad tan frecuente como una vez cada 15 minutos, para conocer en todo momento el valor exacto de conductividad del agua de la caldera y realizar automáticamente (mediante una electroválvula) el purgado justo y óptimo para mantener las condiciones de la caldera y una pérdida de agua mínima. Amplia información en la sección TELÉMACO LR de esta página web.


Articulo técnico escrito por: Edwin Lara, Ingeniero Químico y Técnico en Electricidad y Electrónica con 8 años de experiencia en tratamiento de calderas. Junio 2026.
Tratamiento de aguas para una torre de enfriamiento
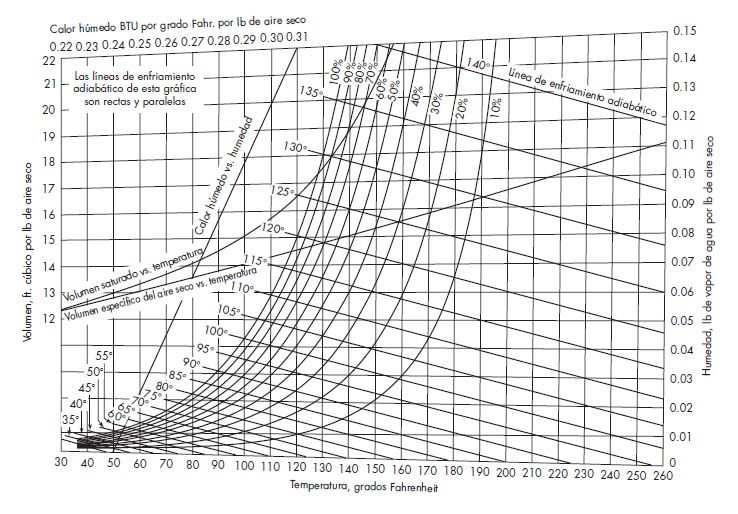

CARTA PSICROMÉTRICA
Enfriamiento adiabático: cuando el aire evapora agua de una masa de agua líquida, el volumen de esta disminuye por la evaporación y la temperatura desciende.

Panel de torre de enfriamiento incrustada con carbonato de calcio por mal tratamiento de agua. Imagen propiedad de Química Real.

Tubos de condensador evaporativo incrustado con carbonato de calcio y sílice. Imagen propiedad de Química Real.

Incrustación de sílice removida por combinación de tratamientos: Suavizador regenerado con Leibnitz H+, Thermopro B Plus y sistema de control Telémaco LR.
Una torre de enfriamiento es un sistema de evacuación de calor hacia el ambiente cuando esto es requerido. Son frecuentes en plantas de producción de plásticos, alimentos, refrigeracón de grandes espacios, cuartos fríos y otras aplicaciones.
El principio de funcionamiento es el mismo por el cual el cuerpo humano suda para enfriarse. Otro ejemplo puede ser cuando salimos de una piscina y cuando sopla sobre nosotros un vieto sentimos frío. El aire posee la capacidad de disolver en si mismo agua en forma de vapor, la cantidad que puede disolver depende de la temperatura ambiental, y generalmente se maneja con el término de “humedad relativa” (HR), término muy mencionado cuando escuchamos el reporte del clima en los noticieros. La cuantificación de la humedad relativa del aire puede leerse de los diagramas de psicrometría del sistema aire/agua, cartas muy utilizadas para el diseño de sistemas de aire acondicionado en espacios de grandes volúmenes.
El aire con una humedad relativa muy baja posee una elevada capacidad de evaporar agua líquida, y el aire con una alta humedad relativa, al encontrarse cercano a su límite de capacidad o saturación, puede evaporar espontáneamente cantidades muy bajas de agua líquida. El nombre científico de este fenómeno es “temperatura adiabática de saturación”. Este fenómeno explica por qué en algunas ciudades del mundo soleadas y lejanas a los mares las humedades relativas del ambiente son bajas y aparentemente “no se suda”, sin embargo esto no es así, simplemente el aire está tan seco que evaporará rápidamente cualquier pequeña cantidad de sudor sobre la piel e incluso reseca la piel misma, labios, ojos y garganta hasta que la persona se aclimate adecuadamente.
Cuando el agua se evapora enfría la superficie de donde se evaporó o enfría al resto de la masa de agua de donde provenía, las torres de enfriamiento aprovechan este fenómeno para enfriar el agua del circuito a cambio de una ligera evaporación de agua.
Como estudiamos en el artículo anterior sobre las calderas, se evapora el agua pero no los minerales disueltos en ella, y estos se acumularán continuamente hasta alcanzar una alta concentración hasta provocar las reacciones de precipitación como el carbonato de calcio (sedimento color blanco opaco) o los temibles silicatos de calcio y magnesio, muy difíciles de remover una vez presentes.
El control de estos fenómenos es también muy similar a las calderas que estudiamos en el artículo anterior, los sólidos disueltos se mantienen dentro de parámetros purgando agua de la torre de enfriamiento o condensador evaporativo, el calcio del carbonato de calcio del agua se controla con suavizadores y/o usando agentes quelatantes como los fosfonatos
LA SÍLICE, TEMIBLE ENEMIGO
En una caldera la sílice no se acumula ni se incrusta, pues tiene dos propiedades que lo impiden, #1, su solubilidad aumenta en función de la temperatura y #2 es volátil. Cuando la caldera evapora agua, la sílice está constantemente abandonando la caldera junto con el vapor y de esta forma no se acumula, lo cual es de especial cuidado cuando el vapor se usará en una turbina para generar energía, pues esta sílice evaporada impactará los álabes de la turbina a alta velocidad ocasionando erosión en los mismos, pérdida de eficiencia y a su vez se deposita sobre los mismos, lo que desbalancea el giro de la turbina provocando fallos de frecuencia en la generación. El tratamiento de agua para una caldera de alta presión para generación de energía es tema de otro artículo técnico para tratarse en la profundidad debida.
Con frecuencia en una torre de enfriamiento o condensador evaporativo, las temperaturas que se manejan son moderadas, de tal forma que la sílice tiene una solubilidad baja y al llegar a un límite dato por la siguiente función: S=2T+75. Donde S es la solubilidad en ppm de ortosilicato y T es temperatura en grados Celcius. La sílice en una torre de enfriamiento con un purgado inadecuado, un suavizador regenerado con sal y un mal tratamiento químico, tenderá rápidamente a incrustarse y causar problema de sobrecalentamiento.
Una vez esto ha ocurrido, una solución efectiva puede ser realizar una recirculación de ácido fuerte en el sistema tanto como éste lo permita, pero el proceso más recomendado es la instalación de un sistema desmineralizador, un tratamiento quimico desincrustante con fosfonatos a dósis altas como nuestro producto Thermopro B Plus, y el estricto control químico de purgas y dosificación como lo logra nuestro telémaco LR.
De otra forma la sílice solo puede ser removida por medios mecánicos (cincelado, pulidoras, martillos o rectificado de tubos con el consiguiente paro de planta.
La naturaleza volcánica de los suelos de El Salvador provoca que nuestras aguas siempre contengan elevadas concentraciones de sílice, y recuerde que este mineral al ser un ión negativo (anión) no puede ser removido por un suavizador regenerado con sal. Un suavizador regenerado con regenerante ácido si puede prevenir la incrustación de la sílice puesto que esta siempre se forma después de formado una capa base o sustrato de carbonato de calcio, y puesto que el suavizador regenerado con ácido impide totalmente este fenómeno, previene enormemente la formación de esta incrustación.
El propósito de este artículo técnico es brindar una orientación a nuestros clientes que puedan tener estos u otros problemas, pero recuerde que cada caso es único y para brindarle una atención mejor no dude en solicitar una visita técnica de diagnóstico y una propuesta de solución a uno de nuestros técnicos especializados en estos problemas y soluciones.
Articulo técnico escrito por: Edwin Lara, Ingeniero Químico y Técnico en Electricidad y Electrónica con 8 años de experiencia en tratamiento de aguas. Junio 2026.
Contáctanos
Si desea solicitar una visita de diagnóstico, completa el formulario con algunos detalles sobre tu proyecto. Revisaremos tu mensaje y te responderemos en un plazo de 24 horas.